Many electronics manufacturing services websites look nearly identical. The capabilities page lists ISO certifications, SMT lines, functional test, and box build. The product photography is nearly interchangeable. If you’re shortlisting a contract electronics manufacturer for the first time, or re-evaluating an existing relationship, that surface-level similarity is a real problem. It gives you almost no signal about which partner will protect your program and which one will quietly create risk.
The real differences emerge in quality system depth, engineering collaboration, production scalability, and supply chain discipline. None of those things are visible on a website. They only become apparent when you ask the right questions during evaluation. By then, if you’ve already signed, fixing a bad fit is expensive.
This article gives you a practical framework to evaluate any electronics contract manufacturing company before you commit. These are the criteria that separate a genuine development partner, like the engineering-led team at Amtech, from a commodity shop that executes production orders and nothing more.
Quality Certifications: What They Signal and What to Verify When Choosing a Contract Electronics Manufacturer
ISO 9001:2015 is the baseline for any credible contract manufacturer. It covers process consistency, QMS documentation, and customer satisfaction frameworks. But holding ISO 9001 alone says very little; nearly all legitimate EMS providers carry it. The question is what’s built on top of it.
Sector-specific certifications are where the real signal lives. ISO 13485 is required for medical device work, covering traceability, risk management, and regulatory controls at a level ISO 9001 doesn’t reach. IATF 16949 is the automotive QMS standard, focused on defect prevention and supply chain controls for OEM programs. AS9100 covers aerospace and defense assemblies. For high-reliability PCB assembly, IPC-A-610 Class 3 is the most stringent solder joint acceptability standard in the industry; only a fraction of U.S. facilities hold it. If your program touches defense or government contracts, ITAR registration is not optional. For an overview of common certifications and how they apply to electronics manufacturers, see this guide on certifications for electronics contract manufacturers.
Don’t accept a certifications list on a website as evidence. Request current certificate copies with expiration dates and confirm the scope. Some facilities hold a certification for a subset of their production lines, not the full operation. Verify that the certifying body is accredited, ANAB and UKAS-accredited registrars are widely recognized examples for ISO standards. A manufacturer that can’t produce current certificates with scope and expiry dates on request is telling you something about how they operate.
What to request: certificate scope, expiry, and audit records
Treat documentation as a live data point. Ask for the most recent internal audit summary alongside the certificates themselves. A CEM with a mature quality system will have that material ready. One that stalls, provides outdated copies, or can only point you back to their website should move down your shortlist immediately.
How a Contract Electronics Manufacturer Should Support NPI and Engineering Collaboration
There’s a meaningful difference between a CEM that runs a DFM check before the first build and one that engages during schematic and layout review to optimize yield, test coverage, and component availability from the start. The first is a production shop. The second is a development partner, and that distinction matters more than any equipment list.
When evaluating any turnkey electronics manufacturer for new product introduction work, ask directly: “At what stage do you typically get involved with a new product?” If the answer is “when we receive the Gerbers,” you have a production-execution shop. That may be appropriate for a stable, fully validated design. It’s the wrong partner if your product is still evolving, or if you expect the manufacturer to catch problems before they become expensive field failures.
Genuine NPI support requires dedicated applications or NPI engineers on staff, not production personnel reassigned to new builds. Look for DFM and DFA analysis covering board stackup, component spacing, thermal management, and testability, along with proactive alternate component recommendations before a part goes on allocation. Push for specifics during evaluation: “Can you walk me through a recent DFM review and what design changes came out of it?” How a contract electronics manufacturer answers that question reveals more than any marketing page. For perspectives on how quality design drives manufacturing outcomes, consider listening to The Deming Difference: How Quality Design Can Revolutionize Electronics Manufacturing.
DFM checklist for evaluating a CEM’s engineering depth
A thorough DFM review should address board stackup and layer constraints, component spacing for automated assembly, thermal dissipation paths, test point accessibility, and panelization strategy. If a candidate CEM can’t walk through each of those items with specificity, their NPI support is likely shallow.
Production Scalability: Avoiding the Partner-Switch Trap
Switching manufacturing partners mid-product-lifecycle is one of the most expensive mistakes an OEM can make. The obvious costs are re-qualification, new test fixture validation, and operator retraining. The less obvious costs are schedule delays, yield loss during ramp, and the institutional knowledge about your product that simply doesn’t transfer when the relationship ends.
The root cause is usually a capability mismatch. Prototype runs go to small, agile shops because they move fast and don’t require large minimums. High-volume production demands a different facility with different equipment, process discipline, and capacity planning. If your original CEM can’t scale, you’re switching partners at the worst possible moment: right when the product is ramping and schedule pressure is at its peak. To understand what separates top-tier providers from average options, review how leading EMS companies structure their services across lifecycle stages.
A scalable contract electronics manufacturer runs the same quality system across prototype builds and high-volume production. Look for documented ramp processes, first-article inspection protocols, yield tracking from NPI through steady-state production, and capacity planning visibility. Amtech is structured to support customers from concept and design-in through prototype, pilot, and volume production within a single continuous relationship. That continuity protects yield, schedule, and the product knowledge that accumulates over a program’s life.
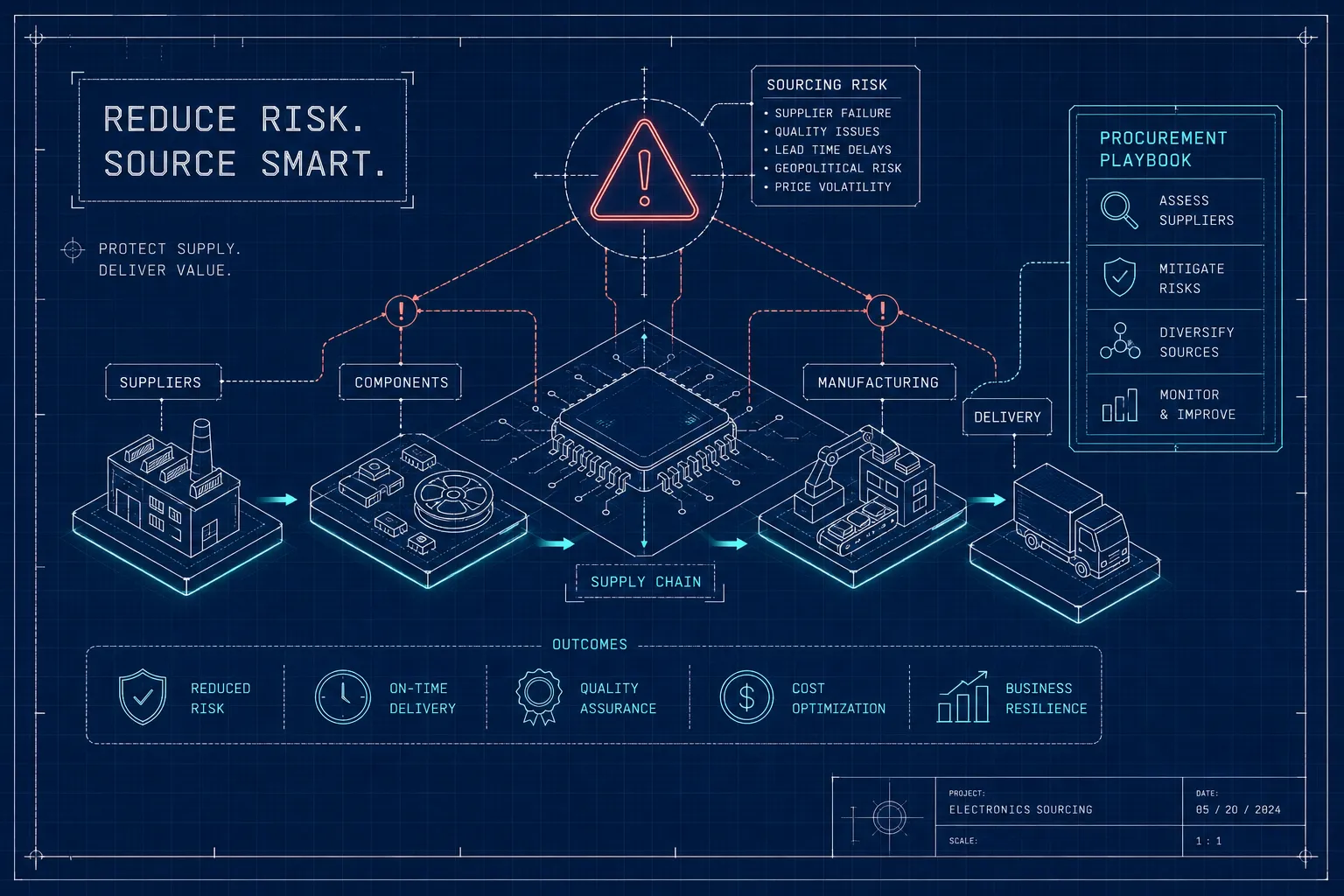
Supply Chain Transparency and Component Risk Management
A contract electronics manufacturer that buys from the BOM you provide and does nothing else is a liability in volatile component markets. Shortages, EOL notices, and price spikes can stop a production line with very little warning. If no one is actively managing the approved vendor list, your program is exposed to risks that don’t show up until they become crises.
Supply chain depth in a serious EMS partner includes proactive AVL development with pre-qualified alternates for critical components before a shortage hits, EOL monitoring so at-risk parts are flagged during design review rather than mid-production run, and a documented sourcing strategy that accounts for trade and tariff exposure. In 2026, with ongoing trade policy uncertainty affecting companies that source components from Asia, your electronics manufacturing partner should understand exactly where your BOM carries risk and be able to demonstrate a plan to reduce it. For context on why visibility matters across electronics supply chains, see this article on supply chain visibility.
For regulated industries, lot-level traceability on all assemblies is a baseline requirement. Ask specifically about supplier qualification programs for component distributors and written counterfeit component prevention policies. AS6081 compliance is a strong indicator that a manufacturer takes part authenticity seriously. A CEM without these systems in place will eventually cost you a production halt, a quality escape, or a recall. Practical guidance on distributor certifications can help you evaluate proposed suppliers, see the article on the most important certifications for an electronic components distributor.
A Practical Shortlisting Checklist Before You Sign
The criteria above translate directly into a scoring framework you can apply to any candidate. Evaluate each contract electronics manufacturer across six dimensions:
- Quality certifications: relevant to your sector, current, and verified by scope
- Engineering collaboration depth: dedicated NPI staff, DFM and DFA capability, engagement at the design stage
- Production scalability: documented ramp process, continuity from low-volume through high-volume
- Supply chain transparency: AVL management, EOL monitoring, trade-aware sourcing strategy
- Geography and lead time: domestic versus offshore trade-offs, proximity for NPI collaboration
- Cost and commercial terms: NRE structure, unit cost transparency, minimum order flexibility
Some things should disqualify a candidate outright. No dedicated NPI engineering team is a hard stop if you need development support. Certifications listed on a website with no current certificates available on request is a red flag. No documented prototype-to-production transition process means you’ll absorb that gap in schedule and yield. Passive BOM sourcing with no alternate vendor strategy puts your entire program at the mercy of allocation cycles. Reluctance to provide customer references in a similar industry or volume range should end the conversation.
When you’re ready to move from shortlist to selection, send a formal RFQ with your BOM, Gerbers, test requirements, and target volumes. Request a facility tour or a structured virtual walkthrough before committing. Ask for a DFM review on your design as part of the evaluation. How a manufacturer handles that first engagement is a direct preview of how they’ll work as a partner throughout the program. If you’re evaluating Amtech, that early engagement is exactly where the relationship starts: design review, supply chain assessment, and a clear production roadmap before anything is signed. For specific guidance on selecting a medical device contract manufacturer when regulatory oversight matters, consult this resource on how to choose an FDA medical device contract manufacturer.
Choose a Partner, Not Just a Vendor
A contract electronics manufacturer is a long-term strategic partner. Certifications, engineering depth, scalability, and supply chain discipline, these are what separate EMS partners that protect your program from ones that create risk you don’t see coming until it’s too late to course-correct cleanly.
The evaluation process itself is a signal. A CEM that can answer your questions on quality scope, DFM methodology, ramp documentation, and AVL management with specificity and evidence is demonstrating the same discipline that will show up on your production floor. One that deflects or speaks only in generalities is telling you something important about how they’ll perform when the program gets difficult.
Amtech is structured for the full product lifecycle: DFM and prototype through high-volume production, with supply chain resilience and engineering collaboration built in from day one. If you’re shortlisting partners for a new program or reconsidering an existing relationship, start with a design review and supply chain consultation. It’s a faster path to the right answer than jumping straight to a quote request, and it’s the kind of conversation Amtech is built to have. For an overview of how contract manufacturing partners fit into broader supply chains, this piece on contract manufacturing’s role can be useful background: how contract manufacturing companies fit in the supply chain.