Your production run is mid-schedule. A critical microcontroller just hit allocation with a 52-week lead time, and the distributor has nothing. This isn’t a market failure, it’s a planning gap. A sound component shortage strategy prevents exactly this scenario by building qualified alternates, targeted safety stock, and market monitoring into program setup rather than waiting until allocation forces the issue.
The procurement and engineering teams that consistently weather component shortages were already running qualified alternates, holding targeted safety stock, and monitoring market signals weeks before the allocation hit. They treat shortage mitigation as a designed system, not a reactive fire drill. Over 80% of electronics manufacturers have experienced production delays from component shortages in recent years, and the ones who recovered fastest shared one thing: they had a plan in place before the squeeze arrived.
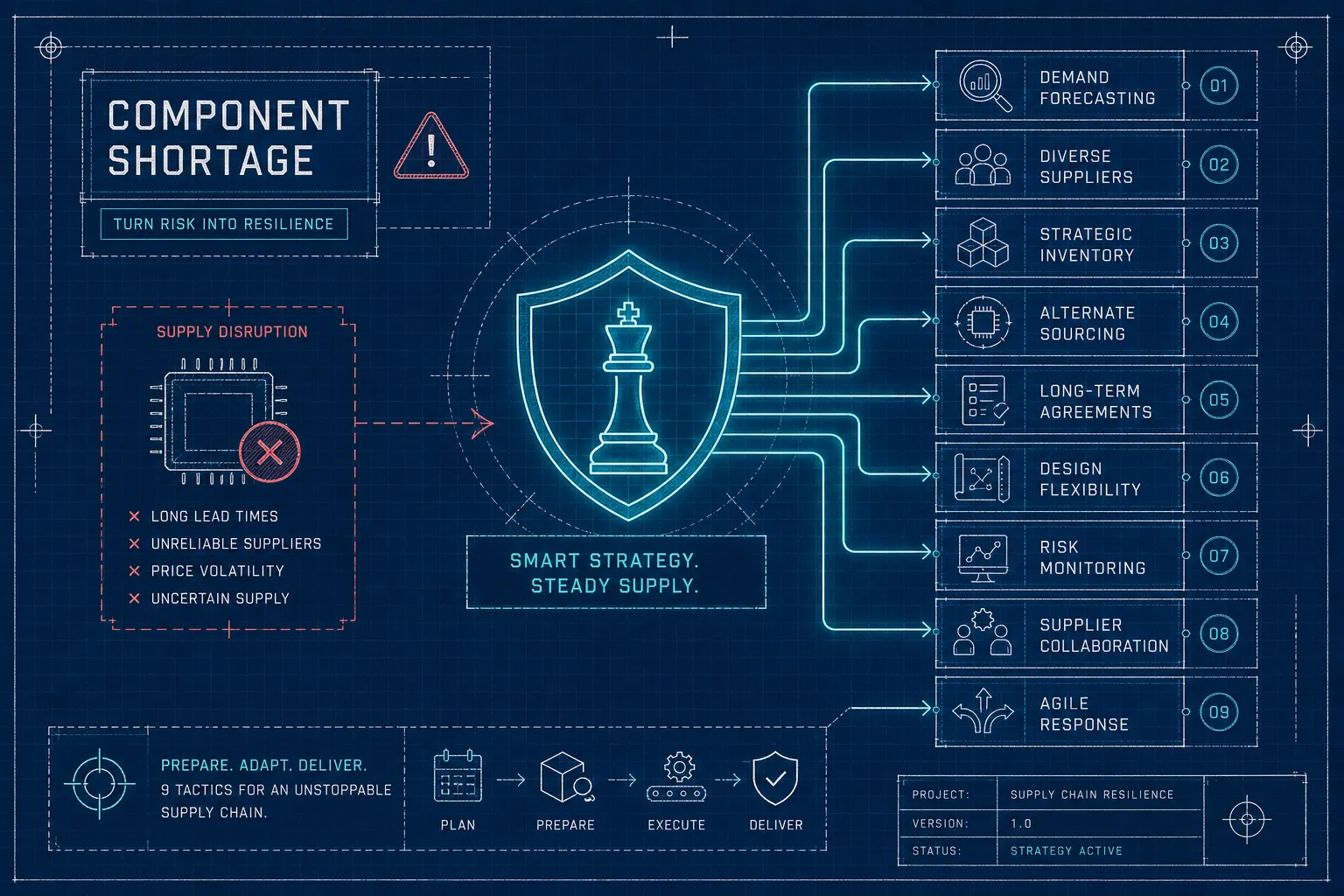
The strongest contract manufacturers embed this logic directly into their production planning cycles, meaning shortage risk is evaluated at program setup rather than when a line stoppage is already possible. This article covers 9 concrete tactics across supplier, inventory, design, and intelligence domains, plus 3 KPIs to measure whether your shortage mitigation plan is actually working.
Know your risk before the next shortage hits
1. Run an AVL audit to find single-source exposure
An approved vendor list (AVL) audit starts with one question: how many active line items on your BOM have only one qualified source? The process involves identifying every single-source component, flagging parts with no geographic backup, and ranking them by their ability to stop a production line. A BOM with a high percentage of single-sourced parts carries fundamentally different risk than one with a low percentage, and that difference doesn’t show up until allocation hits.
2. Track lifecycle status across every line item
Component lifecycle status moves through predictable stages: active, not recommended for new designs (NRND), last-time-buy, and end-of-life. EOL events can precede full market shortages by a year or more, making lifecycle monitoring one of the earliest warning signals your procurement team has. Platforms like SiliconExpert and Z2Data track status changes automatically across large BOMs, so you’re not manually scanning datasheets after the window to act has already closed.
3. Score parts by line-stopping impact, not just cost
Risk scoring works by multiplying shortage likelihood by line-impact severity. A $0.12 ceramic capacitor with a 52-week lead time and no qualified alternate scores higher risk than a $40 processor with three vetted sources. The cost of a component is almost never correlated with its ability to halt production, so build your risk register around impact, not spend.
Component shortage strategy: supplier and inventory tactics
4. Qualify secondary and tertiary suppliers before a shortage forces the issue
Pre-qualifying alternate suppliers under normal market conditions takes time. Doing it during a shortage takes shortcuts. The qualification process for a secondary source includes evaluating quality certifications, production capacity, geographic location, and delivery history. Each element can take weeks to months to complete properly. Proven component procurement strategies outline how to structure pre-qualification activities so they aren’t compressed under crisis timelines. Second-source qualification done under pressure compresses that process and creates quality vulnerabilities that surface downstream in ways far more expensive than the original parts shortage.
5. Geographic diversification in your vendor list
After the 2020 to 2022 semiconductor crisis, supply chain teams across the industry adopted “China + one” and broader multi-shoring sourcing models. Spreading your approved vendor list across different regions reduces exposure to geopolitical disruption, regional logistics shutdowns, and allocation events that concentrate in one supplier geography. Depending on program specifics and market conditions, this shift can be implemented with varying cost impacts, and when done during stable periods, it remains one of the highest-leverage structural changes a procurement team can make. For more on expanding regional options and preventing line-down events, see Building More Robust Supply Chain Options to Prevent Line-Down Risk.
6. When a three-source strategy is justified
Not every component needs three approved vendors. The threshold for a tri-sourced AVL combines several factors: high single-source risk score, significant usage volume, lead-time variability, and whether the part is a line-stopper. For high-criticality semiconductors with long, volatile lead times and no easy substitution path, maintaining three qualified sources is one of the most durable shortage defenses available. As of Q1 2026, microcontrollers carry lead times ranging from 12 to 55 weeks depending on supplier and grade, a range that makes the investment in additional sources easy to justify.
Set safety stock levels that match real lead-time risk
7. Calculate safety stock for long-lead components using lead-time variability
Fixed-day coverage rules fail when supplier lead times swing dramatically, for example, from 14 to 52 weeks. The more defensible approach sizes safety stock as a function of demand variability, lead-time variability, and the service level target your program requires. During the 2021 to 2022 crisis, some manufacturers reported semiconductor inventory dropping below 5 days, with static coverage rules widely cited as a contributing factor since they failed to account for rapid lead-time swings. The formula matters: safety stock is the buffer needed to cover demand during the gap between your commitment lead time and your supplier’s actual lead time. For advanced approaches that model lead-time variability directly, see the dynamic safety-stock model for predicting semiconductor lead times.
8. Critical semiconductors versus passive components: different targets
Long-lead, single-source semiconductors and standard passive components need different safety stock logic. Standard passives are easier to substitute and carry lower per-line-item risk, but MLCCs and specific inductors have created real surprises for procurement teams in high-mix programs. The governing principle is that safety stock targets should reflect shortage probability and substitution difficulty, not unit cost. For critical ICs with no near-term alternate, buffer sizing needs to account for the full current lead time plus a realistic variability margin.
9. Dynamic buffers versus fixed coverage
Dynamic safety stock automatically adjusts as lead-time signals change. Static coverage targets hold a fixed number of days regardless of what the market is doing, which means they overstock during stable periods and understock when conditions tighten. For programs with complex BOMs or high-mix production environments, dynamic buffers reduce the risk of being caught short precisely when the market squeezes. Amtech’s production planning process integrates market lead-time feeds directly into inventory targets so buffers stay calibrated to current conditions rather than last quarter’s assumptions.
How to qualify a component substitute without field-failure risk
What a safe form-fit-function substitution actually requires
FFF equivalence means matching three attributes: form (mechanical and package compatibility), fit (footprint, mounting, and interchangeability), and function (electrical, thermal, and performance equivalence). In high-reliability electronics, FFF is the first gate, not the only gate. Reliability under stress, regulatory compliance, and manufacturability all require separate verification. Field failures driven by BOM substitutions rarely appear during bench testing; they appear in the field after the warranty clock has started.
The qualification checklist before any BOM swap
A safe substitution moves through engineering review, cross-functional approval from quality, manufacturing, and supply chain, compliance verification, and formal ECR/ECO documentation with revision control. Ad hoc line substitutions made without this process create traceability and warranty exposure that costs significantly more than the original shortage. System-enforced controls in PLM and MES ensure only pre-approved substitutions reach the production line, removing the possibility of an operator-level decision creating a field-failure liability.
Build alternates into the controlled BOM before you need them
The most effective substitution strategy qualifies alternates during the design phase and locks them into the approved BOM before a shortage makes that decision urgent. At Amtech, alternate sourcing is built into program setup through the Design for Volatility program, alternates are identified, qualified, and released into the engineering record before the program reaches production, so switching sources doesn’t require an emergency change process when allocation notices start arriving.
Use real-time market intelligence to spot allocation events early
Tools that give you lead-time and shortage signals
ECIA’s Industry Pulse reports provide weekly lead-time trends across 160+ component categories, making them one of the most reliable early signals for allocation events. TrustedParts.com publishes interactive lead-time data refreshed weekly, and Fusion Worldwide’s semiconductor supply chain report offers real-time views into constrained supply conditions. Procurement teams use these feeds to track lead-time trend direction, not just the current published number, since a rising trend often precedes formal allocation by several weeks.
The real cost of gray-market sourcing
Broker sourcing can fill a short-term gap, but the risks span multiple categories: legal (warranty voidance, product liability exposure), quality-related (storage conditions, counterfeit risk), and compliance-related (customs and regulatory exposure). The math isn’t complicated, gray-market purchasing trades a production problem today for a potentially larger quality or legal problem later. When broker sourcing is genuinely unavoidable, authorized-channel discipline, contractual protections, and serial-number traceability are the practical mitigations. Treating broker purchases as a normalized sourcing strategy rather than a controlled exception is where programs get into trouble, see perspectives on navigating the gray market landscape for legal and compliance considerations.
The 3 KPIs that tell you if your shortage mitigation strategy is working
Single-source exposure rate
This KPI measures the percentage of active BOM line items with only one qualified source. It’s a leading indicator of shortage vulnerability, not a lagging one, which means it gives you time to act rather than just documenting what went wrong. Track it quarterly, set a target threshold appropriate to your program’s risk tolerance (for example, many teams aim for under 10%), and treat any upward trend as a signal to accelerate alternate qualification before the market makes the decision for you.
Safety stock coverage ratio versus lead time
Coverage ratio compares current inventory on hand to expected demand during the supplier’s current lead time. A ratio below 1.0 for a critical component means a line stoppage is already possible before replenishment arrives. Set thresholds by component risk tier and review them whenever published lead times move by more than a predefined threshold, a reasonable starting point is 20%, though the right level depends on your program’s risk tolerance, since a tightening market can push a previously comfortable ratio into the danger zone within a single planning cycle.
Mean time to qualify an alternate
This metric tracks the average time from identifying a qualified alternate candidate to releasing it in the approved BOM. Shorter mean qualification time means your program can adapt faster when a source goes constrained. Manufacturers that embed this metric into production planning perform qualification work between programs rather than during them, giving customers a measurable buffer against line stoppages when market conditions shift. Amtech tracks this metric as part of program delivery, which means alternate qualification is an ongoing discipline rather than a crisis response.
Build the system before the market tests it
These 9 tactics form a connected system. Risk assessment and lifecycle monitoring feed the AVL strategy. The AVL strategy informs safety stock targeting. Pre-qualified alternates make BOM substitution safe when market conditions force a change. The 3 KPIs keep the whole system calibrated against real conditions rather than assumptions made during calmer markets.
The gap between companies that weather component shortages and those that take line stoppages isn’t purchasing volume or market luck. It’s whether a component shortage strategy is designed into the program from the start, before the allocation notice arrives. Teams that treat this as a reactive problem consistently find themselves reacting at the worst possible moment.
For teams that want this built into their manufacturing partner’s process rather than managed entirely in-house, Amtech’s Design for Volatility program is built around exactly this discipline: supplier diversification, AVL development and supply chain resilience strategies for electronics OEMs, lifecycle monitoring, and dynamic inventory targeting, all integrated into the production planning cycle. Talk to Amtech about how a proactive component shortage strategy fits into your next program before the market makes that conversation urgent.